NC旋盤加工って、地味ですよね!NC旋盤だと、どんどん材料が減ってきて、重い材料を載せなければならない。体力勝負ってところもあります。
私は、元NC旋盤加工をやっていました。現在は旋盤業ではありません。そんな私ですが、『旋盤技術を身に付けてて良かった!』と感じることが今日もありましたので、記事にします。
NC旋盤も汎用旋盤も極めようとするとすごく難しいです。
でも、機械の特性と少し加工ができるだけでも旋盤加工以外をやっている加工会社(マシニング等)では、けっこう重宝されます。
もし、旋盤加工屋から別の会社へ転職を考えているのでしたら、これから先の内容は、すぐにではないけれど、きっと役に立つと思います。
それでは『旋盤加工技術を身に付けて良かった』と感じたお話しにお付き合いください。
NC旋盤加工で身に付けた技術

単なる金属の棒から、バイトという刃物で削っていくと一つの製品になります。
旋盤加工のことをちょっとでも知っている人だったら、
というような声が聞こえてきそうです。
仕事数をこなしている人だったら、鼻で笑うかもしれませんね。
でも、一般的には不思議なんですよ。
もし、NC旋盤未経験者だけど、ちょっと興味を持ってきたぞ!と、思ってもらえたら、次の記事をオススメします。

いやいや、さっきの金色の棒が気になる!という方は、引き続きご覧下さい。
さっきの、まだ何も手を付けていない状態は、単なる金属の棒です。

上の写真は材料(シンチュウ)を短くカットだけしたものです。
この材料でだいたい30円くらいの価値しかありません。
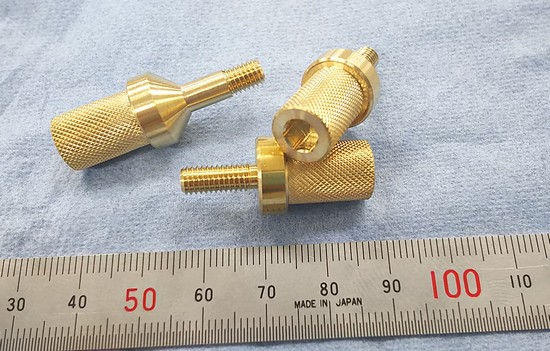
ところが、ちょっと手を加えてあげると、世界で1つだけの部品に変化します。価格は需要と供給次第ではありますが、こらから紹介する『真鍮ネジ』の販売価格は、1つおよそ5,000円です。
3種類あり、それぞれ形状が違うので価格は4,500円~5,500円です。
3種類のネジを各5個なので、合計15個です。
仕事として平均5,000円で取引された商品です。
5,000円×15個なので、
75,000円分の製品です。
この特殊なネジを私が作れるのは、まぎれもなく旋盤加工の技術を身に付けていたからです。
NC旋盤の場合は、プログラムを使ってもっと様々なネジを切ることが出来ます。ネジ山のピッチを調整したり、2条ネジ4条ネジといった感じで。
ただ、今回はネジ部品の基本的なことしかやりませんが、それでもNC旋盤加工を自社内で行ってない会社にとっては、なかなかの付加価値的な製品とみてくれます。
<<関連記事>>

旋盤の技術を身に付けていると重宝されます
主に金属加工を伴う製造業でも、旋盤加工が出来る人材は少ないです。中小企業の場合、旋盤技術を持っている人がいたとしても、年配でどちらかと言うと職人肌のひとが多いです。
私の勤める会社もそうです。
ところが、旋盤業から転職してきた身なので、ちょっとくらいの加工だったら任せてください!です。
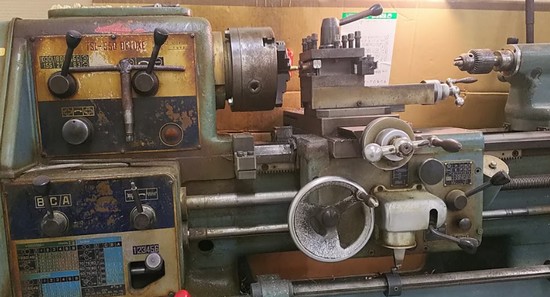
ただ、旋盤機やペンチレスといった機械が無ければ、仕事は出来ませんが、30年落ちくらいの中古品だったら、数万円で取引されています。
たとえ古い機械であっても、少しメンテナンスをしてあげると、意外ときちんと動くものですよ。
もし、社内に古くてもう誰も使わない旋盤機が置いてあったら直してまた、息を吹き返してあげて下さい。
きっと、機械も喜んでくれることでしょう。
<<おすすめ記事>>

次は、少しだけ真鍮のネジを作っていく様子を紹介します。
オーダーメイドの真鍮ネジをつくる

さて、これらの商品はどのようにして作ったのでしょう。
大きさは親指の第一関節分よりすこし小さいくらいのネジです。
そして、オーダーメード品なので、
1個あたり約5000円の見積金額を頂いてます。
まず初めに、ネジの滑り止め部分のギザギザを作ります。

このギザギザ、ローレットと言います。
ローレット加工する前には、左の様に元となる形状に削ります。
削る時は、バイトという刃物を使います。

これがバイトという刃物です。
先端は鋭くなっているものや丸みを帯びたものなど、形状は様々です。

今回は、このとがったものを使いました。
旋盤でローレットを切るのって難しい?
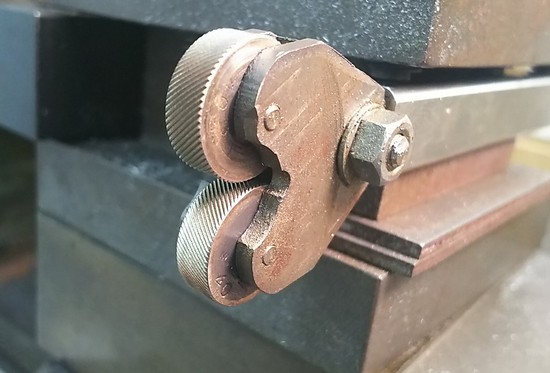
先ほどのギザギザは、この様なものを強く押し当ててギザギザ模様を作り出します。ギザギザを作る方法としては、削る方法と、転造といって押し当てて盛り上げる方法があります。
今回は、転造という、盛り上げる方法を使いました。
このようにして、強くギザギザを押し当てます。

するとどうでしょう?

ネジの滑り止め部分のギザギザの完成です。
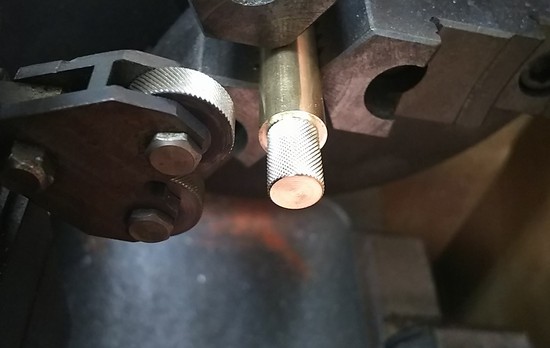
ほらね!しっかりときれいに滑り止めがついているでしょ!
旋盤加工で一気に完成!
あとは先ほどのバイトという刃物で削って、ネジを切ったら完成です。
斜めのところは?
ネジはどうしたの??
こちらの加工風景は撮影してません。
手が油まみれになり、カメラを手にすることができませんでした。
(それと、一応、会社の仕事だったので…)
NC旋盤の場合は、ネジ切りバイトを使いNCプログラムでネジ切りをしますが、今回はダイスを通しただけです。
ネジ外径とか、ネジ谷深さとかのJIS規格は適用外です。
ただ、一般タップ穴にネジが締まればいい。
それだけのネジです。
そのため、ダイスを通した後に
市販のボルトをクルクルと通して通ればOK
という品質の注文でした。
六角ボルト用の穴も付けました
今回の注文では、
というオーダーがありましたので、きちんと六角の穴もつけました。

よし!
これで完成です。
ちゃんと、六角レンチを使って確認します。

緩すぎず、きつすぎない微妙な感じにできたので、OKです。
まとめ
今回は、旋盤加工で身に付けた技術で作った製品の紹介でした。
正直なところ、作ってて楽しかったです。私にとっては楽しい仕事でしたが、社内では急な案件の仕事だったので、とても重宝された技術です。
私が旋盤加工で楽しいと感じた理由は、
- 社内では自分の技術を頼りにしてくれてる
- 久しぶりの旋盤加工が楽しかった
- 単なる棒からだんだん形になっていく過程が好き
- 寸法通りの形に出来た時の達成感
- 1日かからずに作って納品できたので、お客様が喜んでくれた
といったところでしょう。
旋盤加工って、すごく地味な仕事です。
でも、一度身に付けてしまうと、その技術は時として必要とされます。
自分の技術が必要とされて、それにこたえることが出来た時は、もの作りをしててなによりも嬉しくなれた瞬間です。
まさに、
と感じた瞬間です。
もし、旋盤職についてて、将来の不安や心配な気持ちになった時は、多少なりとも旋盤技術を身に付けてから、次の行動へ移ってみませんか?
たとえ小さなことでも、必要とされる時はやってくると私は感じています。
<<関連記事>>


コメントをどうぞ