
NC旋盤に興味があって、当記事へたどり着いてくれてありがとうございます。
私は、かつてNC旋盤の会社で働き、
- 機械段取り
- 加工品の2次加工(主にバフやグラインダーかけ)
- センタレス研磨
- 製品検査
- 展示会で出展スタッフ
- 求人時の面接
- 新人教育
これらのことを経験してきました。
現在は、金型を扱う製造業へ転職してしまいましたが、だからこそ語れるNC旋盤屋の裏事情も合わせて記事にしました。
NC旋盤初心者の方や、これから目指そうとしている方へ向けて、私自身が経験してきた内容をできる限り紹介します。
是非、参考にして下さい!
NC旋盤でプログラムの基礎はこんな感じ
NC旋盤加工機を動かす為には、NCプログラムは必要不可欠です。
NC加工機では旋盤だけでなく、マシニングなど全てのNC工作機械でプログラムは必要です。
そしてプログラムには、メインプログラムとサブプログラムがあって、
よく言われるプログラムとはサブプログラムのことを指します。
メインプログラムを操作することはほとんどありません。
メインプログラムは形状加工する前や材料切り替え時などの動作がほとんどなので、NC旋盤で1〜2年以上仕事を経験してからで問題ありません。
始めは熟練者に任せてしまいましょう!なので、サブプログラムがある程度理解できれば問題ありません。
マシニングとか他の加工機はCAD/CAMや加工プログラムを作るソフトを使わないと、かなり厳しいですが、NC旋盤の場合は、現在も手打ちでプログラムを打っている会社はたくさんあります!
まずは、流れを紙に書くのが一般的です。ベテラン者でも、ミスを無くす為に紙に書いたりします。
あとはその流れをプログラム言語で書いていきます。
ただそれだけです。
例えば、こんな感じです。
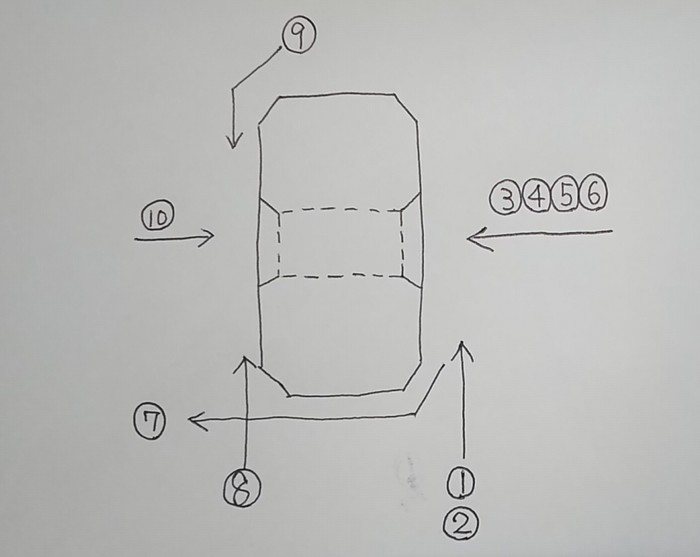
この製品、5円玉や50円玉のようなもので、薄くて丸いものの真ん中に穴が明いている製品です。
矢印や番号は、
- 加工原点を綺麗にする
- 作りたい形を座標で数値化する
- 座標通りに動かす司令をする
- 切り落とす
これらの加工方法を意味します。
加工の流れを紙に書くって基本はこんな感じです。
あとは、穴を明けたり斜めだったり、面取りをするのでしたら、面取りの大きさを付け足して行けばOKです。
ということがなんとなくわかってもらえれば、問題ありません。
あとは、たくさんミスをしたり成功したりの経験を積み重ねていけば問題ありません。
ただし怪我だけは絶対に気を付けて下さい!
初心者はよく給材機に挟まれたりします。ものすごく痛く、時には病院へお世話になることもあります。
NC旋盤のプログラムについて、もう少し知りたい時は

の記事をご覧下さい。
NC旋盤のメリットは量産に向いてること
ところでNC旋盤のメリットって何ですか?
これについては工業系や製造業の素人でもわかるように簡単に答えます。
NC旋盤のメリットは、
- 同じものを複数作るのに向いていること(量産に向いている)
- 加工プログラムと材料、刃物があれば同じものが再現しやすい
- 連続加工してて、ほんの少しの変化に対する補正が簡単
- 無人でひたすら同じものを作り続けてくれる
だいたいこれらがNC旋盤のメリットです。
ちょっと分かりにくい
『3.ほんの少しの変化に対する補正…』
について補足すると、同じ形状をひたすら削り続けると、刃物もすり減ってきます。摩耗してきます。
すると、寸法が変わってきてしまいます。ただ、変わるといっても0.01ミリとかすごく微々たるものですが、精密部品にとっては0.01ミリは大きな誤差です。
ですが、機械上で補正数値を入力すると、
0.01ミリをプラスだったり、マイナスだったり数値通りに製品が変化してくれます。
コレがNC旋盤のいいところです。
補正値に0.002㎜の数値を入力する製品の時も良くあります。この先で触れますが、NC旋盤の場合、直径と長さが主な寸法です。
この時、直径方法の補正値は、
0.002㎜と入力しても、実際の直径は0.004㎜変化します。
この2倍になることを初心者の時はよく間違えてしまいますので、気を付けましょう!
NC旋盤の作業手順
NC旋盤の作業手順ってなんですか?と聞かれると大きく分けて2つあります。
- 1つは、NC旋盤全体作業のこと。
- もう1つは、NC旋盤で加工する時のこと。
それでは、それぞれを簡単に紹介します。
- 見積
- 材料注文
- 段取り
- 量産+予備分
- 検査(抜き取りor全数)
- 検査表と材料ミルシートを添付して納品
- 検収
- 入金
ざっとこのような流れが、NC旋盤の会社へ受注された時の作業の流れです。
でも、たぶんNC旋盤加工の作業手順の方が知りたいと思いますので、次が実際の作業手順になります。
- プログラム作成
- 材料の選択(これは絶対に間違えてはいけません!材質間違いは会社として致命的なミスに繋がります)
- 材料を給材機へセット(材料径と長さの調整)
- ブッシュ交換と調整(この調整不良が芯ブレの原因になります)
- チャック交換と調整(この調整不備が長さ不具合や機械事故の原因になります)
- ツール(加工用刃物・バイト)のプリセット確認
- ツールを機械へセット
- 補正値の確認(初期設定状態なので0にしたいところですが、0.5㎜以内の場合はそのままの方が良い。場合によっては8㎜とか入っている時は0㎜に戻しておく)
- プログラムの打込みまたは、過去プログラムの読み込み
- 空運転(主にプログラムの打ち込みミスを確認する為の動作確認)
- 寸法出し
- 初期製品の検査
- 量産開始
- 連続運転直後の寸法チェック(連続運転すると寸法は変化してきます。油の温度が高くなるなど)
- 連続運転時の定期的な寸法管理(10個に1個とか100個に1個とか、30分毎とか定期的に寸法の狂いが無いかチェックします)
- 最終製品の寸法チェック
- 製品回収
- 製品洗浄
- 検査(抜き取りだったり、全数だったり見積によって違います)
- 検査表(寸法チェック表・材料ミルシートの用意)
- 納品
NC加工して終わりではなく、納品して完成という気持ちが大切ですね!
もっというと、支払いしてもらいその仕事が完了になります。
NC旋盤で切削加工の不具合を無くす方法
NC旋盤で切削加工の不具合を無くす方法ですが、100%不具合を無くす方法はありません!
しかし、出来る限り不具合を減らす方法はたくさんあります。
切削加工で不具合を無くすと、品物と材質にもよりますが、歩留まり率99.8%以上にすることも可能です。
- 機械段取り時の機械動作チェック
- 切削時の切削油のかかり方を最適にする
- 良質の材料を使う
- プログラムで無駄な動きが無いようにする
- 刃物の定期的な交換
- 機械動作油のチェック
- 温度管理
- 機械を止めず、一定のサイクルで動かす
- キリコを出来る限り製品に絡まないようにする
まだまだありますが、これらを意識していると不具合は徐々に減ってきます。
どちらかというと、ズボラにしているよりこまめに機械の様子を見ている方が小さな変化に気が付き、不具合は減ってきます。
ドリルに切粉が巻き付く!その対策
NC旋盤で仕事をしていると、どうしても出てくるのがドリルに巻き付く切粉!
特にセンターに開ける穴。
大きめでやや厚みのある品物だと、特に絡みます。
また、SUSだったりアルミ(A2017)だったり、樹脂だったり。材質によってとっても厄介なきりこ。
コレはもう、油で下へ流し落とすしかありません。
私の経験から切子をドリルへ絡みにくくする方法ですが、いくつかありますので参考にして下さい。
- ドリルの切り込み深さを少なくする(回数を多くする)デメリットは、サイクル時間が長くなってしまいます。
- ドリルの交換頻度を増やす(刃先が切れなくなってくると、絡みやすくなりました)
- ドリルの溝をめがけて油をかける。
- ドリルの先端用の油を1つ。材料がバックしてドリルから離れた(Z=-1.0)時に下へ落とすような油のノズルを1本追加した
- 機械内の油量が少なくならないように注意する
- 切削油循環ポンプ付近の切子掃除をいつも以上に良くする(ポンプ負荷を少なくし、油量が少なくならないようにする)
- センタードリルを2段階にし、ドリルでの削り量を少なくした
これらのことを注意して、日常点検を行って下さい。
きっと少しは切子絡みが少なくなると思います。
でも一番は、
ですね!
これが、定期点検時に誰かがほんの少し油ノズルへ触れてしまい、角度が微妙に変わってしまっただけで一気に絡みやすくなってしまいます。
特に切粉が絡みやすい品物の時は、
と、機械に張り紙を貼っておきましょう!
みんな気を付けてくれますよ。
旋盤で前に出てくる時の対策
NC旋盤で加工していると、材料が前に出てきたり、全長が徐々に長くなってしまう現象がでてしまう時があります。
この時の原因は、主に2つ!
コレットチャックの緩みと、突っ切りバイトの不具合が原因です。
まず機械を止めて、コレットのつかみ具合を確認しましょう。
材料の切り替えで、掴む力が緩くなってるかもしれません。また、コレットを抑えてるロックナットが緩んでるかもしれません。
※黒皮のロット材を使うと、製造ナンバーによっては材料径が0.02くらいバラツキがある時があります。その為、コレットが緩くなってしまったりします。
あとは、ツッキリが切れなくなってきてたり、ツッキリのホルダーが緩んでるZプラス方向へ押されてる可能性もあります。
また、給材機の押す力が強すぎるのが原因の時もあります。
一通り、再確認してみましょう!
全長が長くなってしまった時、旋盤で前にでてしまった時は、各刃物に高負荷がかかって切れ味が悪くなってることもよくあるので、
チップでしたら、一通り交換する事をオススメします。
手順は、
ツッキリ、ツラナメこの2本を先に交換して、全長出ししてから各刃物を交換した方が寸法の狂いは少なくすみます。
製造業歴3年以上でNC旋盤へ転職する時に必要な勉強方法
今まで製造業で働いていた方、
- 構造設計
- マシニング加工
- 量産部品の製造ライン
などの工業系の製造業の方はもちろん、食品加工工場など、なんらかの製造をやっていた方が、NC旋盤業界へ転職する時に必要な勉強方法ですが、
特にありません!
参考書や業界のマニュアル本など、購入して勉強する必要はありません。
まずは、今までの知識や経験を『グッ!』と堪えて、1日も早く先輩たちの技術を盗むことですね。でも、どうしても勉強してから転職したいのでしたら、本屋でこのような本

を一冊立読みして、なんとなくイメージを付けてからあとは実際の現場で経験を積むことが一番です。どうしても欲しくなったら、実際に仕事をやり始めてから買えばいいと思ってます。
何も入社する前から本などを購入する必要は無いと私は感じてます。
理由は、私がかつて働いてた旋盤屋の社長や技術的に№1,№2の人達も教科書の知識ではなく感覚を身体で覚えて技術を習得してきてたからです。
NC旋盤で1つの製品を作る時、扱う機械や会社の方針によって段取りやプログラムはけっこう違います。
その為、最高の教科書は同じ職場で働く技術者の
- 動きやその人達が作るプログラム、
- 異常や変化を見つける感覚
これに勝るものはないと私は思います。
旋盤で切粉を短くする方法
旋盤の切粉といえば、薄くてクルクルと丸まった切粉です。伸ばすと材質や製品にもよりますが、10㎝や20㎝を超えるようなときもあります。
この切粉が製品に絡まったり、ドリルに絡まったり、何かと厄介です。
この切粉を短くする方法として、
- 外径の場合
一度に削るZの量を短くして、2段・3段にする。ただし、この方法は荒加工までとして下さい。仕上げ加工の時は一度で一気に削らないと段差が出てしまいます。
極力仕上げ加工の取り代量を少なく(0.05㎜以下)にして荒・中仕上げの時は副数回に分けて外径を削ると比較的切粉は短くて済みます。ただ、1製品の加工サイクルは増えてしまいます。
どうしても長い切粉が絡まってしまい、すぐに寸法がおかしくなってしまう。赤ランプで停まってしまう時は、試してみるのもありだともいます。
そして、仕上げ加工の時は送り量と切り込み量を出来るだけ少なくし、中仕上げまでで、あと取り代0.05㎜残ってたとしても、
0.05 ⇒ 0.03 ⇒ 0.01 ⇒ 0
と、仕上げ加工の回数を増やしていくと、切粉の厚みが薄いので油の圧力で切粉は長くならず、下へ落ちてくれやすくなります。
- ドリルの穴開けの場合
ドリルで穴開けの場合も切り込み量を少なくして、回数を増やす。
ドゥエル時間をあと0.2秒長くするなどすると、切粉の長さは短くなりやすいです。
また、油ホースをできる限りドリルのらせん溝を目がけて勢いよく流していきましょう!
あとはドリルの切れ味が新品より、若干刃がなじんできた方が
切粉は短めで切れてくれます。
ただし、切れ味が悪くなったドリルはすぐに交換しましょう!折れてしまったら、その後のツール全滅に繋がります。
NC旋盤で切削油が出ない時の対応
NC旋盤加工機で、切削油の勢いが弱い。
はたまた切削油が出ない!
こんな時はすぐに対応しましょう。
切削油がかからない状態でNC旋盤を回していると、一気に刃物がやられてしまったり、最悪の場合、火災の原因に繋がります。
主な原因は2つ
- 吸油ポンプ付近の切粉が山積みになっている
- ノズルの中に切粉が詰まっている
まずはこの2つを疑って掃除してみましょう!
この時は必ず機械を止めて行って下さい。
吸油ポンプの吸い込みホース部分、定期的に掃除してますか?バキュームとかで油を一度抜いて掃除することをお勧めします。
また、ホースの先端部分の網が目詰まりしていてる可能性もあります。
意外と小さめの切粉って、ポンプで吸い上げてしまうことがあるのですが、その吸い上げてしまった切粉が切削油のホース内に詰まっていることもあります。
一度ホースを外して、エアーで吹いてみましょう!
また、ホースを外さずに先端からエアーを数回吹きかけて、それから油を出すと一気に詰まってた切粉が出てくることもあります。
これでもダメな時はポンプそのものが劣化してしまい本来の能力を発揮してないのかもしれません。もしくは電機系のトラブルかもしれません。
まずはメーカーに問い合わせる前に、ベテラン者に相談してみましょう!
NC旋盤に向いてない人と向いてる人とは?
NC旋盤に向いてるか、向いてないかについてですが、これをきちんと答える為には少なくても半年以上NC旋盤をやってみないと、正直なところ分かりません。
でも、ほとんどの方はこれからNC旋盤の職業をやってみようかな?今まで機械加工やってたけど、俺ってむいてるかな?
そのような転職について真剣に考えている人が多いと思います。
なので、NC旋盤に向いてるか向いてないかについては、

の記事をご覧ください。より詳しく紹介しています。
まだまだたくさん!NC旋盤の疑問
まだまだ知りたいこと、疑問に思うことはたくさんあると思います。
以下は、当ブログへ訪問された方が気になっていることを洗い出した内容です。
- 旋盤加工 できないこと
- 旋盤加工 順番
- NC加工CADCAMない会社生き残れる?
- NC旋盤 公差
- NC旋盤 内径加工
- NC旋盤 刃物
- NC旋盤 排出コンベア 切削油
- NC旋盤 未経験 志望動機例
- NC旋盤 画面
- NC旋盤 突っ切りバイト お奨め
- NC旋盤 端面
- NC旋盤の調整方法
- nc旋盤 動き方
- nc旋盤 対話式プログラム 練習問題
- nc旋盤 未経験 志望動機
- nc旋盤 歯車加工
- nc旋盤 連続稼働 デメリット
- nc旋盤加工
- y軸 旋盤 x軸
- ツッキリとは 加工
- 公差はまあい 練習問題
- 寸法公差 NC
- 旋盤 NCプログラム CAD 手順
- 旋盤 c軸とは
- 旋盤 x軸 z軸
- 旋盤 z軸
- 旋盤 ねじ バイト 進み 追い
- 旋盤 スポット
- 旋盤 チャッキングセットミス
- 旋盤 仕事
- 旋盤 切粉
- 旋盤 切粉 処理
- 旋盤 図面 基準
- 旋盤 失敗
- 旋盤 工程 時間
- 旋盤 手順
- 旋盤 練習
- 旋盤 鉄 切粉
- 旋盤でできないこと
- 旋盤でのミス
- 旋盤の中高、中低は加工精度に関係ありますか
- 旋盤の切粉掃除
- 旋盤加工 中心から
- 旋盤加工 加工手順
- 旋盤加工 図面右側
- 汎用旋盤 難しい
- 油まみれキリコ 除去方法
- 焼き入れ工旋盤
- 特殊旋盤加工 内底基準加工
- CNC旋盤の メリット
- NC旋盤 油漏れ確認
類似している内容や別記事で書いてる内容もありますので、しばらくお時間下さい!
順次、出来る限り回答していきます。
とりあえずまとめ!
現段階ではまだNC旋盤について、疑問に思うことのほんの少ししか回答出来てません。
が、これらについては追って追記していきますので、時々遊びにきて下さい!
★あわせて読みたいオススメ記事★



コメントをどうぞ
初めまして。長年製造業に勤めてきましたが最近40代にしてNC旋盤に初めて携わりはじめました。今のところ全くわからない状態です。かなり不安がありますが勉強させて頂きます。何か参考書を読んで勉強した方がよいでしょうか?
竹犬さん
コメントありがとうございます!
製造業へ長くお勤めなんですね、だったら参考書なんて必要ありません!
ものづくりの基本を経験してきてたことと、40代ということでもう新人ではありませんので、とにかくやって身体で覚えていくしかありません。
結果的にその方が早いです。
私が過去に旋盤屋で中途採用者へ教育していた時の教訓ですが、教えている中でコレ知ってる。○○なんだよね。といったことを言われるのがけっこう嫌でした。
「郷に入っては郷に従え」の気持ちで、教えてくれる方が竹犬さんよりも年下の人かもしれません。
これ、違うよな?と感じることも多々あるかもしれません。ですが、初心に戻って、自分の知識や経験を「グッ!」とこらえて教えてもらう方が、結果的に早く覚えられます。そして伸びると思います。
1人で段取りまで任せられるようになってから、その時に今まで製造業で学んできた知識をNC旋盤で活かしていく方が、会社的にも竹犬様的にも絶対にいいと思いますよ^^
かつて、飲食店からNC旋盤へ入ってきた人でも、全くの無知だっただけに仕事の飲み込みは良かった人もいます。
時に今までの経験が邪魔することもありますが、安全に気を付けて、とにかくたくさんのNC旋盤の経験をこなしていくことが、早く覚える近道だと私は思います。
いずれ、NC旋盤屋でしたら機械メーカーや刃物メーカー主催の講習会などもあると思いますので、それらを積極的に参加させてもらえるようにするのも早く覚える手だと思います。
当ブログへの訪問、そしてコメント、ありがとうございました。
これからも、少しづつ記事内の回答を増やしていきますので、今後とも宜しくお願い致します。
ブログ管理人:サンキューより